


日期:2019-08-26 來源:上海威固化工制品有限公司 瀏覽次數:次
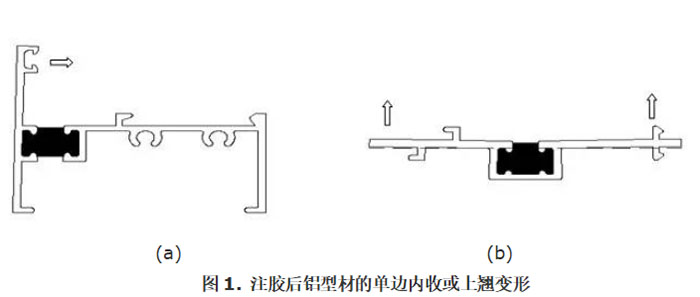
隨著全球性的低碳發展形勢要求,隔熱鋁型材的市場需求也在不斷地擴大。注膠鋁型材作為隔熱節能建筑型材的一種成熟產品,因其生產效率高、成本低,已逐步成為隔熱鋁型材市場產品的主流之一。但在企業工業生產過程中,若擠壓生產過程按常規型材控制尺寸生產,則注膠后的鋁型材,特別是平開窗系列鋁型材,易出現批量的單邊變形或上翹變形等而報廢,具體如圖1所示。
那么,如何在生產過程中避免因注膠后變形出現的批量報廢呢?
1、 注膠槽的設計
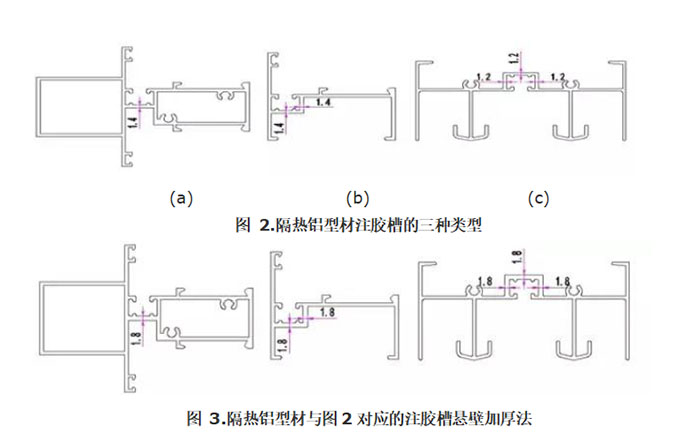
注膠隔熱鋁型材的注膠槽有三種類型,具體如圖2所示,對不同類型注膠槽懸壁邊的壁厚進行加厚改進法,具體如圖3所示。這是解決注膠隔熱鋁型材變形的有效方法,特別是對壁厚較薄的注膠鋁型材,要保證擠壓出材的穩定性。
2、預變形法
此方法是通過預留注膠后收口的變形的量,在模具設計和擠壓生產時,事先考慮其注膠口方向的變形量,具體如圖4所示。預變形的量在檢驗時應根據型材斷面不同結構控制不同的變形量。變形量的大小可通過測量角度或開口尺寸進行合理控制。
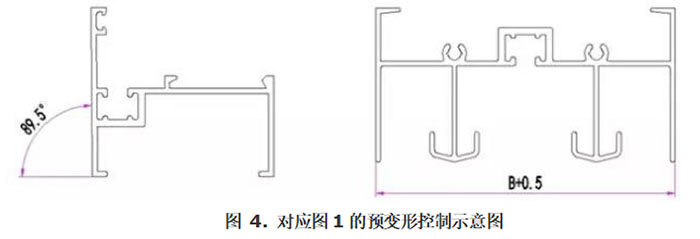
出料預變形的處理技術可通過修模完成,修模較難達到技術要求的可通過模具設計預變形。當然,預變形后型材最終變形的大小,要求擠壓調直工拉伸時根據不同型材拉伸時的尺寸變化程度合理控制拉伸率,確保最終達到產品預變形量的要求。
3、注膠工藝控制
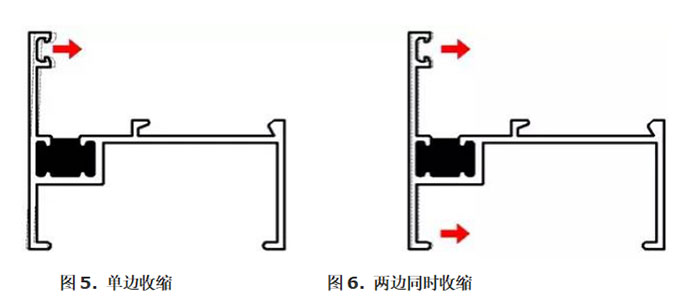
隔熱注膠鋁型材開齒時注意調整開齒的齒深,齒深控制在0.3~0.5mm左右為宜,要避免開齒過深和壓力過大,防止將型材壓變形而造成開口變大。注膠的最佳環境溫度為20~30℃,相對濕度<85%。型材注膠后要求將其擺放整齊并不能有縱向彎曲,層與層之間的墊條要上下垂直,注膠的停放時間在10分鐘左右,具體停放時間以膠體硬度達到60度以上作為標準方可開始切橋,但應避免過長的時間停放導致膠體收縮量大不均狀態而造成型材收口過量,防止未切橋前的單邊嚴重收縮的發生,具體如圖5所示。控制好時間進行切橋,切橋前的收縮量正好接近注膠前的預變形量,切橋后膠體的收縮將是兩邊同時進行,從而使隔熱注膠型材形狀達到穩定,具體如圖6所示。
以上是對解決隔熱注膠鋁型材注膠后產生的變形問題,從模具設計、擠壓生產、注膠生產控制等方面提出了注膠槽懸臂加厚法、預變形法及注膠工藝技術條件的改進。除此之外,膠水的質量也會影響到鋁型材變形的問題。膠水的固化收縮率需要控制在適當范圍內,如果膠水固化收縮率太大,控制以上因素也難以達到好的效果。因此,在選擇膠水的時候,要選擇質量好的膠水,收縮率必須要在指標范圍內。
注:此文章由上海威固化工制品有限公司所整理提供。上海威固化工制品有限公司,專業生產注膠式鋁型材隔熱膠與斷橋隔熱注膠設備,是全國唯一同時生產斷橋鋁型材膠水與注膠設備的企業,是您理想中的戰略合作伙伴!歡迎前來洽談。
相關新聞:

 滬公網安備 31011502005417號
滬公網安備 31011502005417號